
Konecranes Work Zone is a forklift safety initiative launched by the Finland-based group. It… Read more »

Konecranes Work Zone is a forklift safety initiative launched by the Finland-based group. It… Read more »

Blind corners inside facilities may have just got safer with the introduction of the… Read more »

Safety barrier specialist McCue has some bright ideas which they claim will lighten up… Read more »

A new safety bollard claims to add new benefits to workplace safety. A finalist… Read more »

Acumen Automotive Logistics is undertaking major modifications to 20 of its trucks to enable… Read more »

Safety is at risk in many forklift operations due to inadequate pre-use inspections, a… Read more »

While most progressive businesses understand the immediate benefits of implementing good health and safety… Read more »

An award-winning logistics firm and member of the Pall-Ex network is investing in a… Read more »

Forklift giant Linde says it plans to once again significantly expand its portfolio of… Read more »
SEMA, the UK-based Storage Equipment Manufacturers’ Association is to hold its Annual Safety Conference… Read more »

More than a fifth (21 per cent) of UK companies whose employees drive for… Read more »
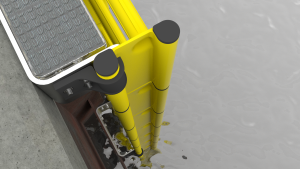
New Danish company Port-Safety has launched a new ladder aimed at saving lives by… Read more »
Honeywell has launched a new satellite-based connected solution to help governments, companies and other… Read more »

UK-based SumoGlove International Ltd (Sumo) is looking to appoint distributors and agents worldwide as… Read more »

Dutch specialist RAVAS will focus on order picking and forklift safety at next month’s… Read more »

A-SAFE’s award winning iFlex Barrier System is currently on show at the 2016/17 iF… Read more »

UK mineral processing company Furlong Mills Ltd has bought two new 2.5 tonne 25D-9… Read more »

Leading door manufacturer, Hörmann, has launched its first UK Wheelblocker – a new piece… Read more »

The new EU standard EN1755:2015 is set to impact the design of materials handling… Read more »
European automation provider Alvey Systems & Services Ltd has been awarded accreditation from Safecontractor… Read more »

Jungheinrich has won the Industrial Vehicles category at this years prestigious Design4Safety competition, for… Read more »

Combilift premiered a number of new developments at this years IMHX, one of which… Read more »

An independent study hopes to pave the way for significant improvements in the health,… Read more »

Corporate storage and distribution company, Gillards Worldwide Warehousing and Distribution, has become one of… Read more »

The British Industrial Truck Association (BITA) have recognised Jungheinrichs ongoing commitment to creating the… Read more »
-300x199.jpg)
Loomis is an expert when it comes to security, which helps to explain why… Read more »

The innovative Linde Safety Pilot (LSP) is now optionally available also for forklift trucks… Read more »

Would a racking collapse pulverise your productivity? Would it ruin your reputation? Could it… Read more »

Recommendations from the FTA Consultancy Service have provided essential port safety information to Stena… Read more »

At IMHX 2016 (NEC, Birmingham, 13-16 September) Jungheinrich UK Ltd will be showcasing and… Read more »

How do you safely store a pallet away to a 9m height with a… Read more »

Retractable barrier specialist, Tensator Group, has helped Ryder Europe boost its health and safety… Read more »
















