
With the continuous development of the express delivery industry, the demands and requirements of various platforms for automated logistics and transportation is also increasing. An intelligent sorting and conveying system has become rigid requirements for companies in various industries to enhance their competitiveness.
Normally, the efficiency of the current semi-automated sorters (taking the cross-belt sorter as an example) is more than three times that of manual, and the efficiency of an automated sorter is more than six times that of manual sorting. An intelligent sorting and conveying system can fully reduce manual identification and manual operation. The accuracy is much higher than manual sorting, and it also greatly reduces the loss of goods. Especially when the processing capacity reaches tens of thousands of pieces per day, manual sorting takes up a large area, high errors, and efficiency drops.
According to Logistics IQ, by 2030, the global next-generation supply chain market will reach more than US$100bn. Under such circumstances, China’s automated sorting industry is actively promoting innovation, accelerating product optimisation and equipment iteration, and enhancing user experience.
According to statistics, from 2012 to 2019, China’s automated logistics equipment market has an average annual compound growth rate of 26.8%, and the market size in 2020 had reached RMB175bn, with a compound annual growth rate of more than 25%, of which the market size of automated sorting equipment is about RMB21.35bn, the annual growth rate is about 29%.
China is transforming to a strong country on manufacturing. The automation of the manufacturing industry is increasing, coupled with the rising cost of labour and the declining demographic dividend. It is expected that the scale of domestic automated logistics equipment demand will continue to grow rapidly in the next few years, and the domestic market for automated logistics equipment will reach RMB368bn until 2025.
Kengic, a professional smart logistics and intelligent manufacturing solutions provider, focuses on providing domestic and overseas customers with smart logistics and intelligent manufacturing system and products with R&D, design, manufacturing, sales and services. It has many mature and successful conveying and sorting cases around the world, saving labour costs, saving operation space and improving the operational efficiency for many customers.
Take the E-commerce Distribution Project in South Korea as an example. The project covers an area of about 8,500 sq m where 763.2m loop sorting lines, 636 carriers, 10 automatic inductions and 138 spiral chutes are provided. By applying cross-belt sorter system, belt conveyor system, and telescopic belt conveyor system, the project is fully automated from unloading to infeeding and sorting.
In India, Kengic is also involved in the e-commerce and logistics industries. The project combines customer requirements and actual conditions to provide a complete solution. The conveying speed is 2.1m/s, the sorting efficiency is as high as 25000pph, and the accuracy rate is as high as 99.9%.
In addition, it also has very mature experience in the design and implementation of unmanned warehouses, such as the RRS Logistics Unmanned Distribution Center project. Covering an area of 18,000 sq m, the total number of goods is 14,000 and the picking and shipping area is 10,000 sq m.
Relying on a series of interconnected and autonomously controlled intelligent facilities and equipment such as intelligent AS/RS, robots, and AGV, under the scheduling of business operation systems such as WMS, WCS, TMS, etc., the intelligent and efficient operation of various operations in warehousing, transportation and distribution is realised to assist intelligent unmanned transformation and upgrading of bulk logistics.
At present, Kengic’s customers now cover many industries such as express & logistics, e-commerce & new retail, home appliances, furniture, automobiles, communication electronics, equipment manufacturing, national defence and military, medicine and health, materials, energy and chemical industries, etc. It says it has provided stable, flexible and cost-effective solutions for its customers worldwide and that it is committed to building strong partnerships with them in long-term cooperation.
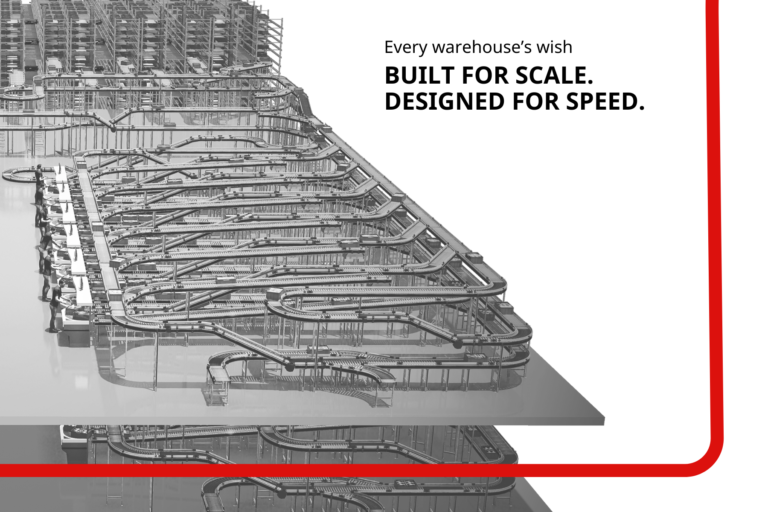
The Intelligent Conveying and Sorting system, comprising a conveying system and sorting system, is an important part of material handling systems. The main equipment selected varies among the goods conveyed. Kengic’s conveying and sorting system is able to accommodate the conveying and sorting needs for a broad range of applications. By designing reasonable routes, Kengic can help customers improve sorting efficiency and accuracy and reduce labour costs.
Kengic says in the future it will continue to adhere to the development concept of “Gathering industry elites, Creating a world brand”, committed to the innovation and development of smart logistics and intelligent manufacturing, insisting on intelligent technology as the driver, independent R&D and innovation as the orientation, and realising smart logistics and intelligent manufacturing for customers to upgrade the system and make every effort to promote the transformation and long-term development of industrial digital intelligence era.